So, I put this one off for a while whilst I ruminated about how to make these. In this cap strip, I have to move the metal in multiple directions. All the rest of the parts so fat have been flat blanks with the flanges formed in one dimension. Straight forward. This cap has to match the contour of Former #3 and have flanges turned along that curve.

So, I had to take a new approach to the tooling. I used the template from Former #3 to establish the curve. Then I made an upper and lower form block set.
Template for the cap

Form blocks

Strip to be clamped in between these form blocks

To make the test piece, I used 3003-H14 but annealed it to dead soft. Most may know but for those who do not. The test piece will be 3003-H14 (half hard) so it needs to be annealed to dead soft. Using a rich flame (fuel gas without 02) lay down a thin but even coat of carbon. Then with a neutral flame, evenly heat the metal until the carbon "burns" off or disappears. You have reached the proper temperature. Allow to air cool and you have 3003 dead soft.


Once clamped in between the two form blocks, I could turn the edges. Trim and finish hammer and file the edges. Then fit to the lower wing section. Test pieces are good as I found that I was too harsh with one of the radius and can modify the form blocks before making the real pieces.


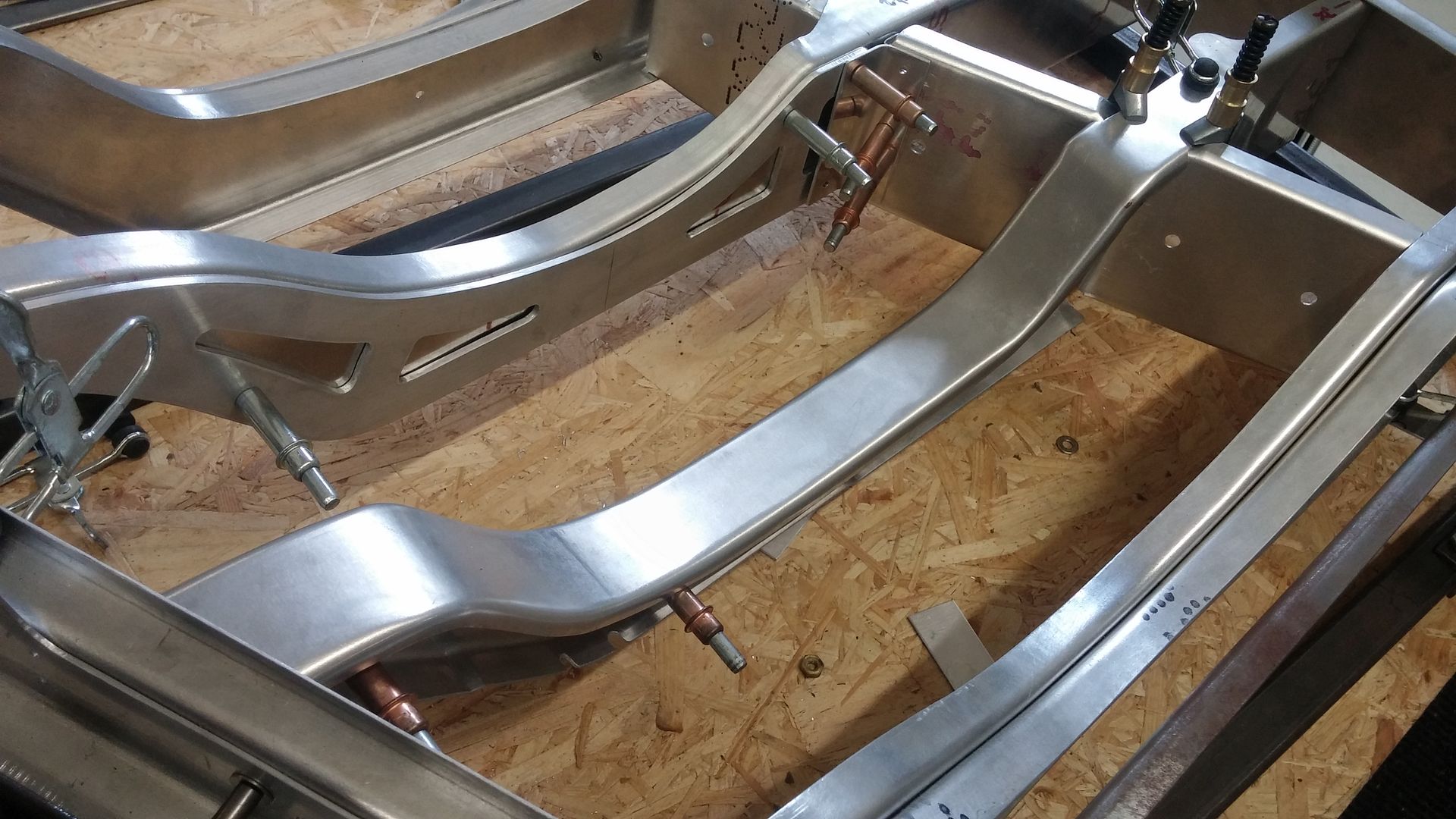
Fit to the lower section in the fixture